シェア
開発ストーリー
脱炭素化に、再エネの自家消費を促す「ストリング形 PCS」

脱炭素化に向け、企業においても環境配慮の重要性が増す中、太陽光設備を設置した場所で発電した電力を使用する自家消費用のシステムが普及・拡大し、システム内に使われる「ストリング形パワーコンディショナー(PCS)」の需要が増えている。PCS市場は海外製品が席巻するが、富士電機が投入した新製品は、従来製品の2.7倍となる112.5kWの大容量化を実現した。性能の高さに加え、「信頼性」と「サポート力」で、真っ向勝負を挑む。東京と神戸の2拠点に分かれながらも、チーム一丸となって開発の最前線に立つ3人のエンジニアに話を聞いた。
開発メンバーを2拠点から選抜

変換装置開発部の黒﨑
2023年12月、富士電機の開発統括部に一つのミッションが下された。
太陽光発電システムの心臓部となる、大容量ストリングPCSの開発だ。プロジェクトメンバーは東京の製品の開発部門と神戸工場の量産設計部門から各5人ずつ、計10人で構成された。
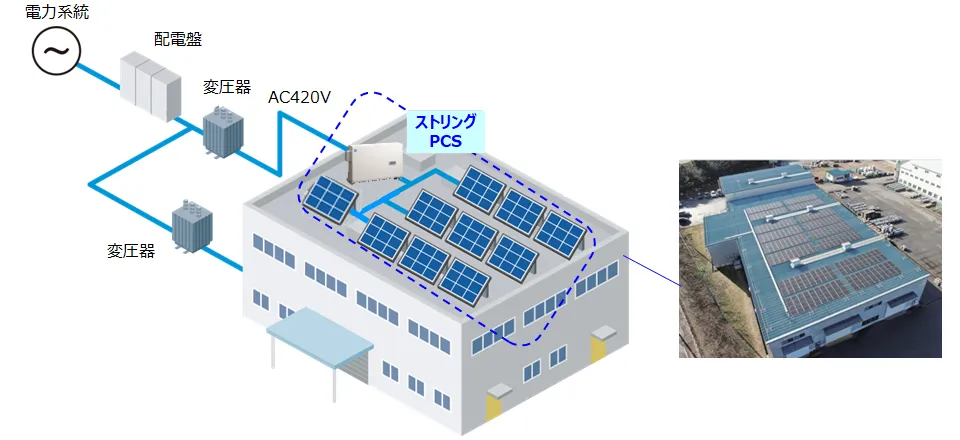
PCSは直流を交流に変換する装置である。ストリングPCSは、工場や倉庫、商業施設の屋上などの敷地内に設置される複数枚の太陽光パネルで発電した電気を直列の回路(ストリング)で接続する小型のPCSで、影などで一部のパネルの発電量が減っても、各ストリングを制御して発電設備全体の出力を安定させることができる。
電気設計を担当する黒﨑は「ストリングPCSの国産品が市場で求められていました。海外製品はトラブル時のサポート体制が十分ではないという懸念がお客様から上がっていたんです」と話す。
現在、世界的なシェアを持つ海外製PCSは価格競争力では優位に立つが、電力の供給に関わる設備だけにトラブル時の対応の遅れは設置した企業には致命的な問題になる。
使い勝手を考慮した明確な差別化戦略
チームは、新製品の容量を112.5 kWと、従来品(42 kW)の2.7倍に設定した。
構造設計を担当する山本は「容量が小さいと設置台数が多くなるので、工事の手間や設置に必要なスペースが増える。市場調査の結果、112.5kWがお客様にとって最もメリットが大きい、という結論になりました」と理由を話す。
この112.5 kWの新製品は大型工場の屋上に設置される1MWクラスの中規模設備に、10台以上設置して使用することを想定した。
自家消費太陽光発電システム構成図例
富士電機のストリングPCSには、海外製品にはない明確な差別化ポイントがある。
富士電機だけが、製品性能の第三者認証(JET認証「高圧系統連系保護装置等の試験方法( JETGR0005-1-1)」)を得ている。これにより、太陽光発電設備の設置許可までの期間を通常の3、4週間から1週間以内に短縮でき、工期を短縮できる。
さらに、最大20年保証を実現。従来品の10年保証から大幅に延長し、長期運用におけるトータルコストの削減に貢献する。
「重耐塩仕様により、海岸から300m以内でも設置できます。最近は工場が海沿いにあることも多く、これまで設置を諦めていたお客様からのニーズが高まっています」(山本)
価格面でも、海外製品と戦える水準を実現した。国産の信頼性、充実したサポート体制、そして競争力のある価格――この3つを同時に満たすことで、市場での存在感を示す。
矛盾する「気密性」と「排熱」を両立

神戸工場 設計部の山本
開発は2024年から本格化した。チームの前に立ちはだかったのが「熱設計」という高い壁だった。
「屋外に設置する装置なので、温度対策が一番の課題でした」と黒﨑は言う。
ストリングPCSは屋外に配置される。夏場、太陽光が最も強く当たる時こそ、発電量は最大になる。その時に定格出力(発電設備が安定して出力できる電力)を維持しなければならない。さらに難しいのは、装置の小型化と大容量化を同時に実現しなければならないという矛盾だった。
「装置を小さくして容量を大きくすると、中の発熱量も増える。しかも屋外の装置なので、外気をそのまま取り込むと精密機器が壊れてしまいます。気密性を保ったまま熱を逃がさないといけない、ある意味矛盾したところが一番のチャレンジでした」(山本)
黒﨑は熱対策に取り組んだ。温度試験結果を踏まえ、最適な部品選定や部品配置を見極めていく検証を行った。
「部品の配置を変えたり、違う部品に変えたりしながら、基板単体検証と実機検証を何度も繰り返しました。目標の温度以下に抑えるため、忍耐のいる作業でしたが、『やるしかない』という精神で乗り越えました」
基板統合とソフトウェア改革で小型化
熱設計と並行して、回路の小型化にも取り組んだ黒﨑は、従来5枚あった主回路基板を1枚に統合した。インバータとチョッパー(DC-DCコンバータ)を同一基板に搭載することで、実装密度は従来比2.3倍にできた。さらに、はんだ付け工程を省略した「プレスフィットIGBT」を採用して、配線を大幅に削減した。「配線が減ることで、組み立て時の作業も減り、熱を逃がすためには重要である風の流れを邪魔する要素も減りました」と黒﨑は言う。
一方、ソフトウェア設計を担当する渋谷も大きな課題に直面していた。
「MPPT(Maximum Power Point Tracking=最大電力点追従制御)回路の台数が4回路から10回路に増え、さらに小型化のためにスイッチング速度が2倍になったんです」

変換装置開発部の渋谷
MPPTは、太陽光パネルから最大の電力を取り出すための制御技術で、日射量や温度が変化しても、常に最適な動作点を探り出す。スイッチングの間に制御演算をするため、スイッチング速度が2倍になると、1回の演算に使える時間は2分の1に短くなってしまう。
つまり、制御対象は増えた(4回路から10回路)のに、演算時間は減ってしまう。このままでは処理が間に合わない、という難題だ。
「制御プロセッサーはコスト増加を抑えるために従来のものを使用する必要がありました。そのため制御処理を優先度に応じて分割する方法を検討しましたが、単純な分割では各制御のタイミングが合わず、制御が破綻してしまうため各処理の実行タイミングを綿密にスケジューリングするなど工夫が必要でした。さらに、温度試験での検証時間を少しでも多く確保するために、HILS(Hardware In the Loop Simulation)で徹底的に検証を行い、実機投入前にバグ出しと修正をすべて終わらせ、スムーズに実機検証へ移行することができました」
地道な努力で、壁を乗り越え
2025年1月、実機試験で、山本、黒﨑、渋谷の3人が神戸に集まった。
単体で検証してきた複数の基板を実際の製品の筐体に組み込み、温度検証をするためである。
「アクリル板を貼って、風が流れているところにヒラヒラする紐を付けて、どっちに流れているか目で見て確認したんです」。山本は、原始的だが確実な方法で筐体内の熱を逃がすための風の流れを可視化した。
ここで問題が生じた。筐体内の温度が、シミュレーション通りの温度まで下がらなかったのだ。
基板設計担当の黒﨑にとって、ここから苦しい時間が始まった。「チームでの朝礼で『もう少し時間がかかりそうです』との報告に、周囲もうまくいっていないと感じていたと思います。それでも、何としても壁を乗り越えるとの思いで、チャレンジを続けました。」
3月、黒﨑の視界にようやく光が見えた。チームで協力し、風冷の方向、部品の選定、細かな調整の積み重ねにより、本開発の最大の課題を解決した。地道な努力が大きな実を結んだ。

3人に学生に向けてメッセージを書いてもらい、その思いを聞いた。渋谷(左、2012年入社)は「うまくいかないときも、なるべく感情を抑えて間を取り持つ役割を担えるよう、心がけています。チームで取り組むプロジェクトには大切な姿勢です」と言い、山本(中、2008年入社)は「思ったような結果が出なくても、最後までやり遂げれば、目標を達成できなかったとしても必ず得るものがある」。黒﨑(右、2018年入社)は「想定通りに進まなくても試行錯誤して問題を解決していくところが、開発の一つの醍醐味です」と話した。
業界トップクラスの出力密度を実現

ストリング形PCS
2025年3月、試作機は完成した。性能試験の結果、出力密度(体積あたりの出力電力)は業界トップクラスの数値をたたき出した。
単位容量あたりの体積は21%減、重量は39%減を達成。寿命も従来の10年から20年に。前面アクセス構造により、狭いメンテナンススペースでも部品交換が可能になった。
2025年7月、富士電機の新しいストリングPCSが市場に投入された。
「これまで設置をあきらめていたお客様からの引き合いが増えています。工場の立地を気にせずに太陽光発電を導入できることが、大きな価値になっています」(渋谷)
脱炭素社会の実現への道のりは長い。しかし、一つ一つの技術革新が、その一歩を確実に前に進める。東京と神戸、拠点を超えて協力し合い、エンジニアたちの情熱が詰まったこの製品が、日本の産業施設における再生可能エネルギー導入を加速させていく。



