食品工場ソリューション
排熱回収で工場の省エネを支援する蒸気発生ヒートポンプ
排熱回収型ヒートポンプで熱を有効利用、食品工場の省エネ対策・CO2排出量削減を支援

食品製造業では省エネ化の推進・エネルギーコストの削減などの課題を抱えています。これら課題を解決する手段として排熱利用や熱回収技術が注目されています。
食品工場の生産工程における洗浄や殺菌などの設備では多くの熱を利用し排出しています。これらの熱を回収し有効利用することができれば、さらなる省エネ対策が可能になり、工場全体のエネルギーコスト削減や、CO2排出量の低減などのメリットが期待できます。
排熱利用・熱回収、省エネやエネルギーコストに課題はありませんか?

・熱回収技術を活用した省エネ対策をしたい
・CO2排出量削減の取り組みを進めたい
・排熱利用でエネルギーコストを削減したい
・ボイラー設備の投資コストを抑えたい
・脱炭素化の取り組みを進めたい
・ボイラー設備が遠く、蒸気配管ロスが大きい
・ボイラー設備の運転負荷を軽減したい
・工場全体のエネルギー利用を最適化したい
・重油コスト削減のために蒸気を活用したい
排熱回収型の蒸気発生ヒートポンプを導入する3つのメリット

排温水から熱回収し飽和蒸気を供給、CO2排出量を低減
食品工場では電力の省エネが進んでおり、さらなる省エネを進めるためには未利用エネルギーや熱の有効利用が必要です。
ヒートポンプを導入することで、廃熱や廃水の熱回収・排熱利用ができるようになり、ボイラーの燃料費削減やCO2排出量低減を可能にします。

高圧ガス保安法対象外、コンパクト設計で屋外設置も可能
ボイラー設備を導入する場合、関連する規制や法律に対応する必要があり、ある程度の規模の設備投資が必要になります。
ヒートポンプはボイラー設備と比較して、導入の敷居が低く、設置場所も選びません。加熱設備の近傍に設置でき,蒸気の放熱ロスを最小限にできます。

蒸気の使用量に応じ最大10台での接続運転に対応
食品工場では蒸気の不足・供給不安定は、製品品質に大きな影響があります。一方でボイラー設備の増強は容易ではありません。
ヒートポンプは蒸気の需要に合わせ、最大10台まで接続運転が可能、遠隔監視・操作ができるため運転状況の把握や制御も容易です。
蒸気発生ヒートポンプの概要
排熱回収で工場の省エネを支援する蒸気発生ヒートポンプ
蒸気発生ヒートポンプは工場で排出される排温水(60~80℃)などから熱を回収し、飽和蒸気(100~120℃)を供給します。
例えば食品工場の生産工程における洗浄や殺菌などの設備では多くの熱を利用し排出していますが、蒸気発生ヒートポンプはこうした設備で排出された熱を回収、その排熱を利用して飽和蒸気を発生させることができます。
排温水から熱回収を行い、この熱エネルギーを利用することで、蒸気発生ヒートポンプのCOP(Coefficient of Performance:エネルギー消費効率)は最高3.5を達成しています。

主な特長
・工場で排出される排温水(60~80℃)などから熱を回収し、飽和蒸気(100~120℃)を供給します。
・排熱を再利用することで、ボイラーでの高温再加熱の負荷を軽減することができます。
・蒸気の使用量に応じ、複数台での接続運転(最大10台まで)が可能です。
・高圧ガス保安法の対象外、特殊な工事がなく、設置・導入が容易です。
エネルギーコスト削減・CO2排出量削減効果

排熱の再利用をすることで、ボイラーでの高温再加熱の負荷を軽減することができます。
都市ガスを燃料とする蒸気ボイラーと蒸気発生ヒートポンプで同じ量の蒸気を発生させる場合、蒸気発生ヒートポンプは、蒸気ボイラーの約50%の消費エネルギーで蒸気を発生させることができます。
これによりボイラーの燃料費を削減が可能になり、工場の省エネやCO2排出量削減を可能にします。
導入事例・適用例
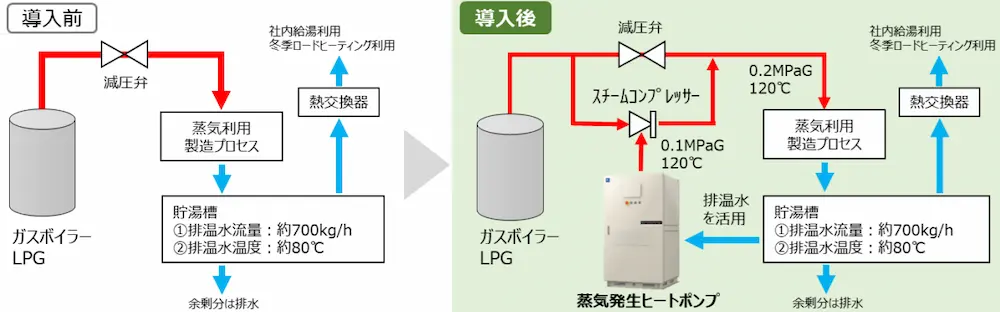
導入事例1:排温水から蒸気を生成、年換算でCO2排出量26000kg/年の削減が可能に
食品製造業における排熱利用の事例。従来は、蒸気を使用した製造工程から出る排温水のほとんどを排水として処理していました。今回、蒸気発生ヒートポンプを導入し、排熱を製造プロセスに再利用する仕組みを構築。ガスボイラーの燃料使用量とCO2排出量の削減を実現しました。
導入事例 排熱利用ヒートポンプによるボイラーの焚き減らし
導入事例2:蒸気発生にかかるエネルギーコストを55.3%削減、CO2排出量40.2%削減
自社半導体工場のクリーンルーム空調機への導入事例です。蒸気発生ヒートポンプ導入以前は加湿用に小型のボイラーを運用しており、燃料費やボイラー管理の手間がかかっていました。 そこで、ディーゼルエンジンのエンジン冷却水(80℃)から熱回収し、半導体製品生産ラインのクリーンルーム空調加湿蒸気として利用しました。
従来の灯油焚き蒸気ボイラーで加湿していた場合と比較すると、蒸気発生にかかるエネルギーコストが 55.3%削減効果が確認できました。また、日常のボイラー管理の手間も大幅に減らすことができました。

導入事例 ヒートポンプによる省エネルギー対策
導入事例3:蒸気ヒータドレンの利用でエネルギーコスト52%削減、CO2排出量46%削減
自社自動販売機工場への導入事例です。塗装工程の蒸気ヒータドレンの利用で導入以前と比較してエネルギーコストが52%削減、CO2排出量として46%削減効果が確認できました。

適用例1:ボイラー蒸気を削減と節水効果
洗浄設備への適用例です。この使用例では、排水からヒートポンプで熱回収し蒸気を発生させています。これによりボイラー蒸気を削減することが可能になり、さらに蒸気ドレン水を蒸気に再利用することで、節水効果も得られています。

適用例2:排熱の有効利用と節水効果
コージェネレーション設備のエンジン冷却水の利用例です。コージェネレーション設備の温水(70~90℃程度)から熱回収し蒸気を発生させています。
蒸気発生ヒートポンプは蒸気使用設備の近傍に設置できるため、蒸気ドレン水を回収し循環利用できるメリットがあり、排熱の有効利用に加え、節水効果も得られています。

適用例3:ボイラーの燃料消費量の削減による省エネ
工場の殺菌工程、洗浄工程への適用例です。蒸気釜、パストライザー、レトルト殺菌装置、洗瓶装置など蒸気を利用する設備がボイラーから遠いため、配管ロスが大きいのが課題です。
蒸気発生ヒートポンプとボイラーを併用することで、蒸気発生ヒートポンプの分だけ、ボイラーの焚き減らしを可能にし、ボイラーの燃料消費量を減らすことで省エネを可能にします。

熱収支分析システム(熱EMS)
特長・機能
排温水から熱回収し、飽和蒸気を供給
工場で排出される排温水(60~80℃)などから熱を回収し、飽和蒸気(100~120℃)を供給します。コンパクト設計により、工場内で蒸気加熱を要する給水予熱や洗浄、殺菌、空調・加湿設備など、各生産工程の近傍に設置して利用できるため、配管の延伸に伴う放熱ロスも抑制、エネルギーコストやCO2排出量を大幅に削減します。

複数台での接続運転、遠隔監視・操作に対応
蒸気の使用量に応じ、複数台での接続運転(最大10台まで、設置場所が分散していても可)が可能です。ネットワークに接続することで中央制御室やパソコン等から遠隔監視・操作が可能で運転状況の把握や制御も容易です。また、エネルギー管理システムと連携することで工場全体のエネルギー最適化に貢献します。

特別な手続不要で、設置・導入が容易
蒸気発生ヒートポンプは、低圧の冷媒を使っています。このため高圧ガス保安法の対象外です。届出や保安専任者の選出、法令に沿った手続きや取り扱いに資格者も不要、圧力容器の技能講習・特別教育も必要ありません。据付の際も特殊な工事がなく、設置・導入が容易です。
高信頼性
蒸気系統や排温水系統の変動に自動で追従し安定運転します。異常発生時には素早く警報を発すると共に,自動制御により安全を確保します。
コンパクトで設置が自由
幅1m奥行1mのコンパクト設計で屋外設置も可能。設置場所を選びません。加熱設備の近傍に設置でき,蒸気の放熱ロスを最小限にできます。
使いやすい監視操作画面
タッチパネル式の監視操作画面で,見やすく操作が簡単です。
標準仕様・外形寸法

価格・導入費用
価格・導入費用については別途お問い合わせください。
資料ダウンロード
Webサイトのサービス向上のため、簡単なワンクリックアンケートへのご協力をお願いいたします。下記アンケートにご回答後、下記ボタンをクリックすると、新しいウィンドウでダウンロードページが開きます。
質問1:過去に富士電機のWebサイトへ訪問したことはありますか。
質問2:Webサイトの訪問目的についてお知らせください。
質問3:お勤め先の業種についてお知らせください。