高度な制御技術とノウハウを備えた
条鋼圧延機用電気設備
グローバルな実績に基づく、高度な制御技術とノウハウを備えた条鋼圧延機用電気設備
条鋼圧延機用電気設備は、高精度な製品の生産を可能にする高精度制御システム、安定操業を支える高信頼性システム、自動化と保守容易化システム、運転監視システムなど、多岐にわたる機能を備えています。
これらに機能より、歩留まり向上、省力化、生産性向上を実現し、お客様の製造プロセスを最適化。グローバルな実績に基づいた高度な制御技術とノウハウで、お客様のニーズに合わせた最適なソリューションを提供いたします。
条鋼圧延機用電気設備の納入実績例
当社はこれまで130プラント以上の条鋼圧延電気設備の納入実績があります。
・AC800V 3レベルIGBTインバータを棒鋼ミルに適用
・25m/s棒鋼仕上ブロックミル×2ライン
・16スタンドパイプ圧延
・AC800V 3レベルIGBTインバータを中形形鋼ミルに適用
・AC800V 3レベルIGBTインバータを適用
・線材ブロックミルによる105m/s圧延
・タッチパネル埋込み形標準操作デスク
・AC400V IGBTインバータを棒鋼ミルに適用
・AC400V IGBTインバータをマーチャントミルに適用
・GTOインバータを14スタンド連続ミルおよび2×ブロックミルに適用
・仕上スプリット圧延
・プログラマブルディジタルコントローラ付きビデオディスプレイを用いたコンパクトな運転操作監視システム
・マイクロプロセッサ調整器によるダイレクトディジタル形交流可変速システム
・MCパーモトロン R 形サイリスタモータを4スタンド連続ミルに適用
・水対空気冷却器付き風冷サイリスタ変換器
・16スタンド合計16,500kWの全連続形鋼ミル
・U.S.A.向け圧延設備
・プログラマブルディジタルコントローラMICREX-E
・水対空気冷却器搭載形ブロックミルモータ
・ブロックミルによる75m/s圧延
・オブザーバ(状態観測器)による瞬時速度降下抑制制御
・CRTカラーディスプレイを用いた圧延監視制御
・圧延電動機電源に2,500V(P.F.V.),1,000Aサイリスタ素子
・30m/sでの直棒鋼圧延
・ディジタルカスケード速度制御
・プロセスコンピュータによるDDC制御
・40m/sにおけるループ圧延制御
・自動運転制御用にディジタル制御装置(F Matic-N)の大量導入
・圧延電動機電源に2,500V(P.F.V.),400Aサイリスタ素子
・2タンデム仕上ブロックミルによる50m/sの高速圧延
・サイリスタ励磁
・回転レンズ式ループ検出器と高速ループ検出システム
・トランジスタ調整器を採用した高速(35m/s)ループ制御
・圧延材尻抜け時のウィップ防止小ループ制御
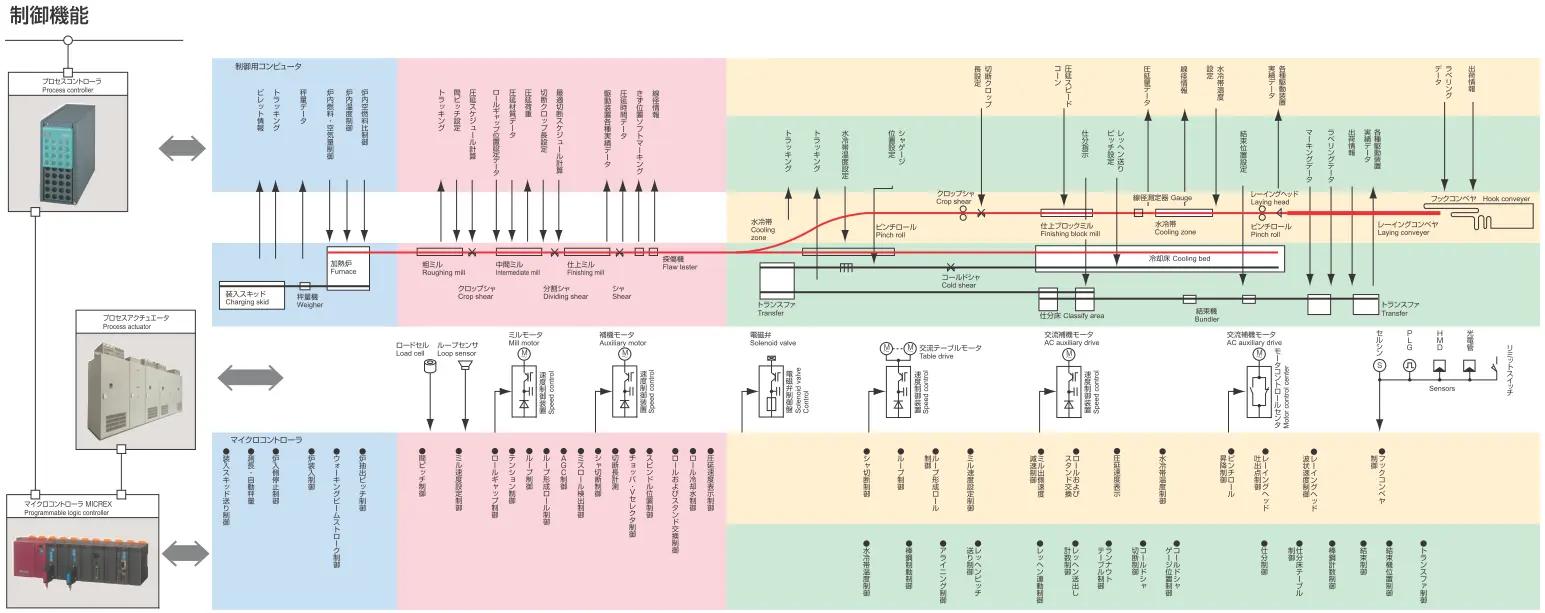
制御機能
プロセスコントローラ、プロセスアクチュエータ、マイクロコントローラといった多様な機器が連携し、複雑な圧延プロセスを制御します。
システム構成
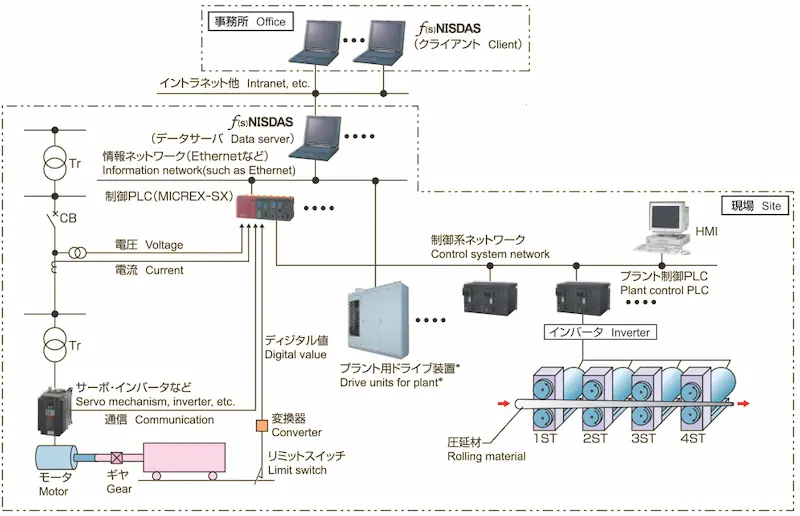
システム構成
システム構成は情報系コンピュータ制御コントローラからフィールド機器まで現場に必要な様々なコンポーネントおよび機能をシームレスに有機的な垂直・水平方向を統合させる方式をとっています。これにより小規模設備から大規模設備までスケーラブルに対応できます。
ネットワークは3階層
3階層に分かれたネットワークにより、情報系コンピュータ・ヒューマンマシンインタフェース装置(HMI)・制御コントローラ(PLC)・駆動制御装置(DDC)を 有機的に垂直分散・結合します。
・情報LAN: 国際標準IEEE802.3(Ethernet)を採用し、オープン化に対応しています。
・制御LAN: 総合性能を重視した当社オリジナルの高速LAN(PEリンク)や汎用LANのGIGA Ethernet(将来用)に対応しています。
・フィールドバス: 当社オリジナルのTリンクや汎用LANのPROFIBUSーDPを経由し、機器や装置と接続します。
機能
・各コンポーネントは分散化されているため独立性が高く、単独システムとして簡単に構築できます。
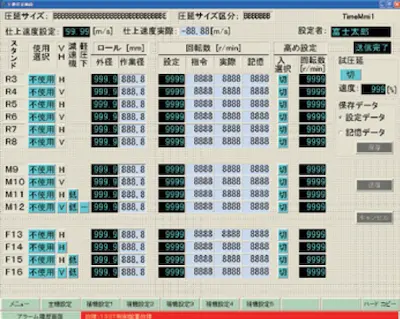
・HMIはサイズごとのレシピを管理でき、圧延サイズ変更時の設定が短時間でできます。
設備監視システムを充実
・PCデータトレーサf(s)NISDASによる設備データの監視・解析ができます。
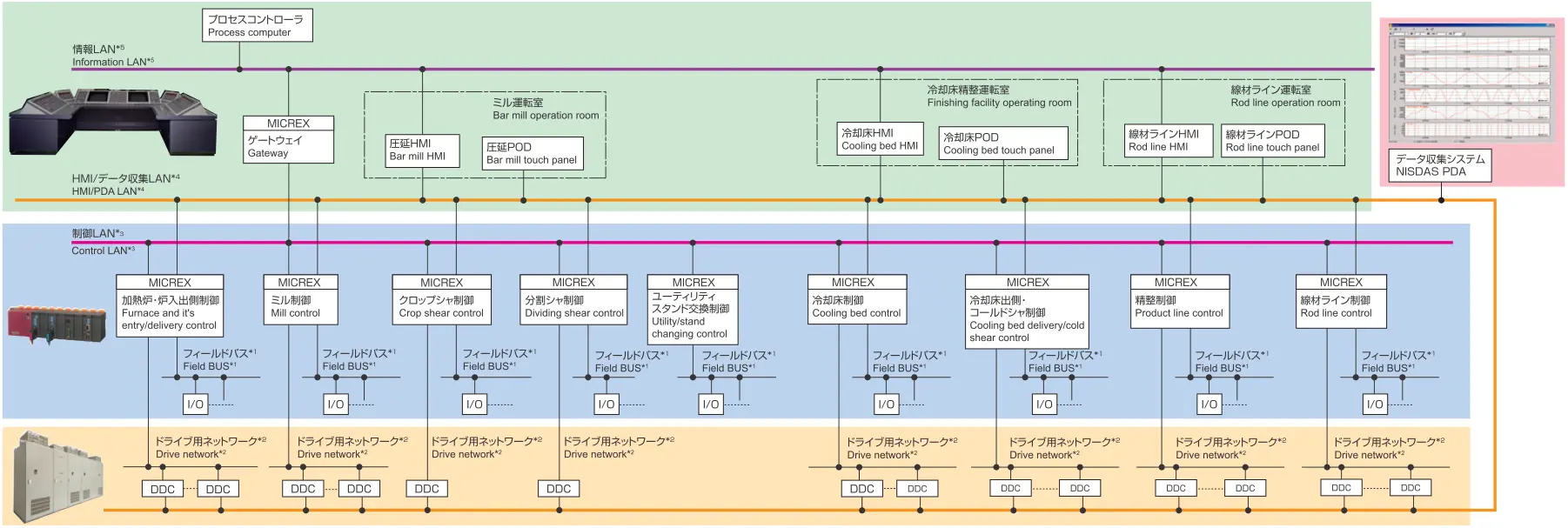
*1:フィールドバス:SXバス・Tリンク・PROFIBUSーDP
*2:ドライブ用ネットワーク:SXバス・PROFIBUSーDP
*3:制御LAN:PEリンク・FLーNET・GIGA Ethernet(将来用)
*4:HMI/データ収集LAN・Ethernet
*5:情報LAN・Ethernet
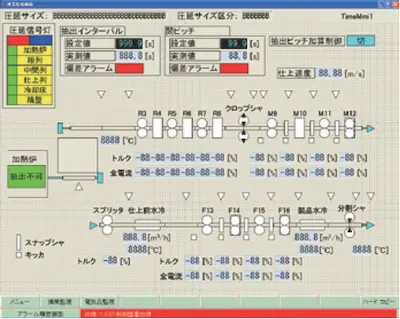
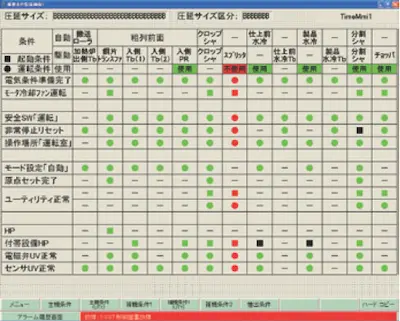
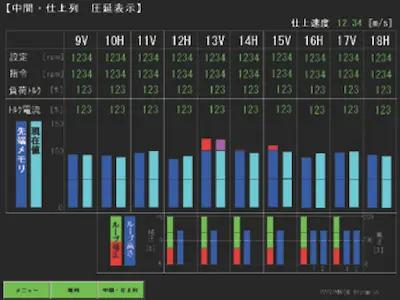
運転監視
・運転室は圧延ラインの中枢部に設置され、設備を運転・監視する機能をもちます。
・近年その重要度が高まるとともに、居住性・操作性の向上が求められています。当社はこの時代の要請に応え、人間工学的な視点から、より快適な操業空間、人と機械がうまく融合する新しいコンセプトの運転室を提案しています(オプション)。
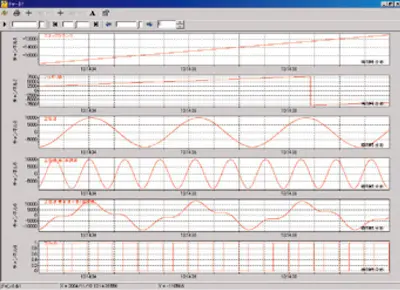
設備監視(オプション)
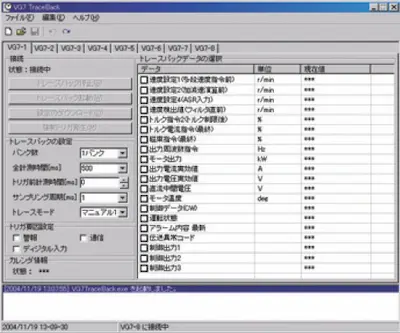
データ収集・解析支援パッケージソフト
データ収集・解析支援パッケージソフトf(s)NISDAS はパソコン上で動作し、PLCやインバータなどのデータを収集・解析します。
・ f(s)NISDAS はPLCデータを高速(1ms)で収集します。収集したデータはリアルタイムにチャート画面へ表示すると同時にハードディスクへ保存されます。
・ f(s)NISDAS はパソコンのハードディスクを利用してデータを保存しますので、数10GBの連続したデータを保存できます。例えば1msサンプリングのデータを8ワード連続保存したとき、40GBハードディスクを使用すれば、2ヶ月以上のデータを保存できます。
・ 収集データのしきい値や任意のトリガを設定することにより、それらの条件が満足されたトレースバックポイントの前後のデータをトレースバックできます。例えば異常値をしきい値に設定すれば、異常値の前後データをトレースバックできます。
フィールド・ウェブ・アダプタ
フィールド・ウェブ・アダプタのPlusFSITEはPLCやインバータの遠方監視を専用のシステムを使わずに使用しているパソコンで素早くかつ簡単にできます。
・Webサーバ機能でパソコンのブラウザからインバータを監視できます。(ご依頼により表示画面を変更できます。)
・メール発信機能によりインバータから定期的に動作報告できます。故障発生時にトレースバックデータを添付したメールを発信できます。
圧延速度制御
圧延速度は以下のブロック図のソフトウェアで制御します。
カスケード速度調整
運転操作盤取付けのスイッチ操作により、当該スタンドから上流側(または下流側)のすべての圧延スタンドの速度を、揃速を保ちながら一斉に加速・減速できます。
速度設定
HMIにより電動機回転数・ロール外径などを設定します。実際の圧延速度に寄与する作業ロール径はロール外径から自動演算します。
テンション制御
・カスケードループ制御
中間・仕上スタンドにおいて、スタンド間の圧延材に作用するテンションを最小化させるために、ループを形成させます。ループ形成時および形成中に上流側(または下流側)スタンドの圧延に影響を与えないように当該スタンドから上流側(または下流側)の各スタンドを一斉に加速・減速させて揃速性を維持することにより、複数のループ形成にも影響を与えません。
・最小張力制御 (オプション)
粗スタンドのように圧延材の断面積が比較的大きく、ループを形成させることができない場合は最小張力制御をすることにより、圧延材に作用するテンションまたはコンプレッションを最小にできます。
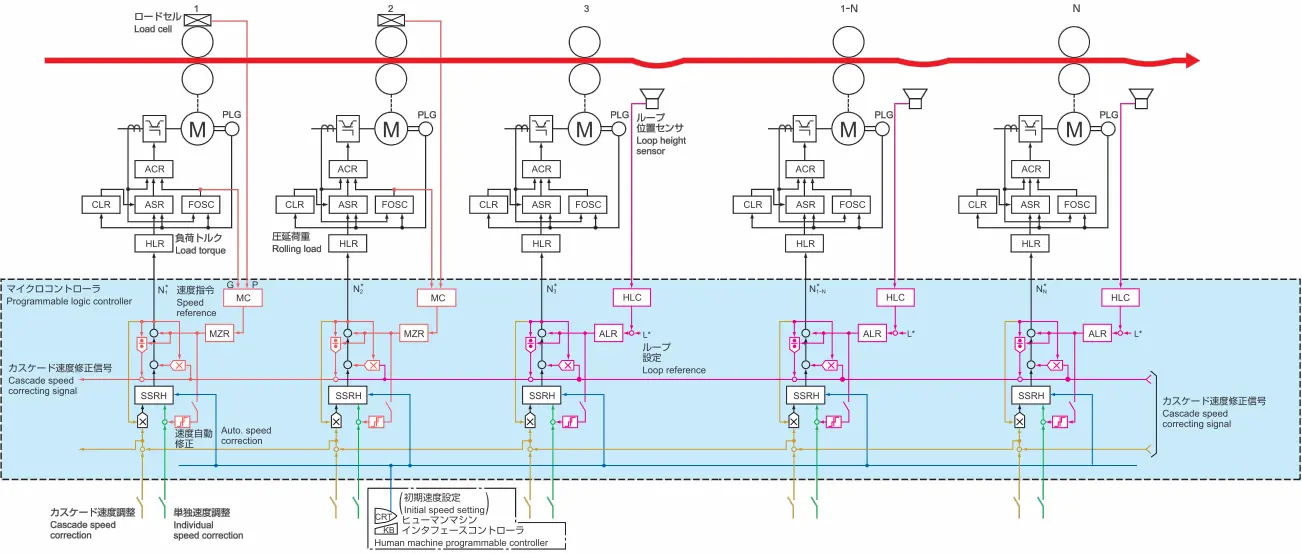
・ALR:ループ調節器/Loopregulator
・HLC:ループ変換器/Loopheightlengthconverter
・MZR:テンション調節器/Tensionregulator
・MC:メモリ演算/Memoryandcomputation
・SSRH:速度指令器/Speedreferencecomputer
・HLR:速度設定演算/Unitinteglator
・ASR:速度調節器/Speedregulator
・ACR:電流調節器/Currentregulator
・CLR:電流制限演算器/Currentlimitregulator
・FOSC:瞬時速度降下抑制富士オブザーバ制御/Impactspeed-dropcompensation
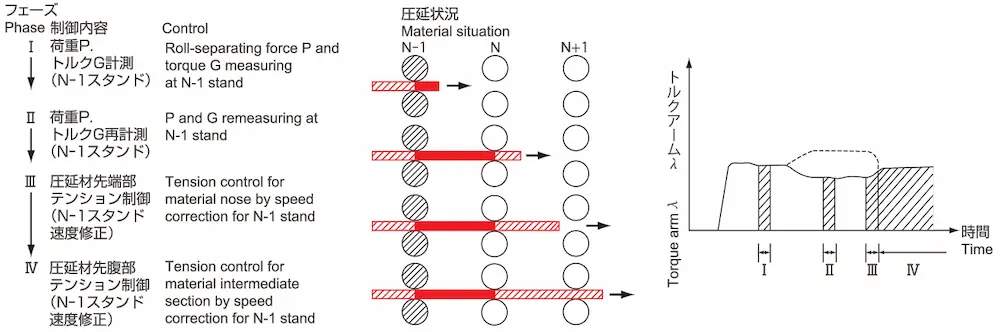
最小張力制御(オプション)
この機能は比較的圧延材断面積の大きい、上流の各圧延スタンド間における圧延材に作用するテンションまたはコンプレッションが極小になるように制御します。この制御により製品品質の向上につながります。
・トルクアーム方式
圧延スタンドに取付けられたロードセル信号(圧延荷重P)と、瞬時速度降下抑制富士オブザーバ制御(FOSC)のオブザーバ信号(負荷トルクG)を用い、トルクアーム(λ=G/P)が一定になるように制御します。当社の方式は従来方式を改善した新補償形システムであり、高精度テンション制御を実現します。
・負荷トルク方式
FOSCのオブザーバ信号(負荷トルクG)のみを用いて制御する簡易形テンション制御もできます。
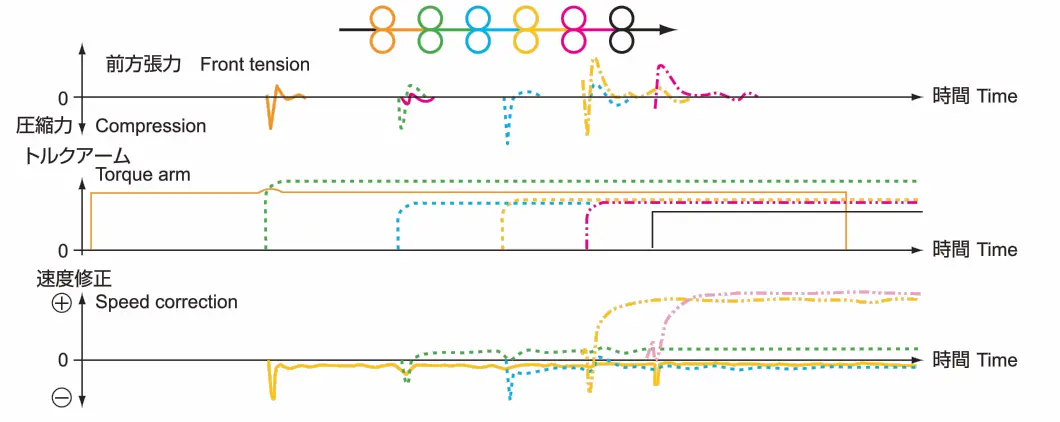
ループ制御
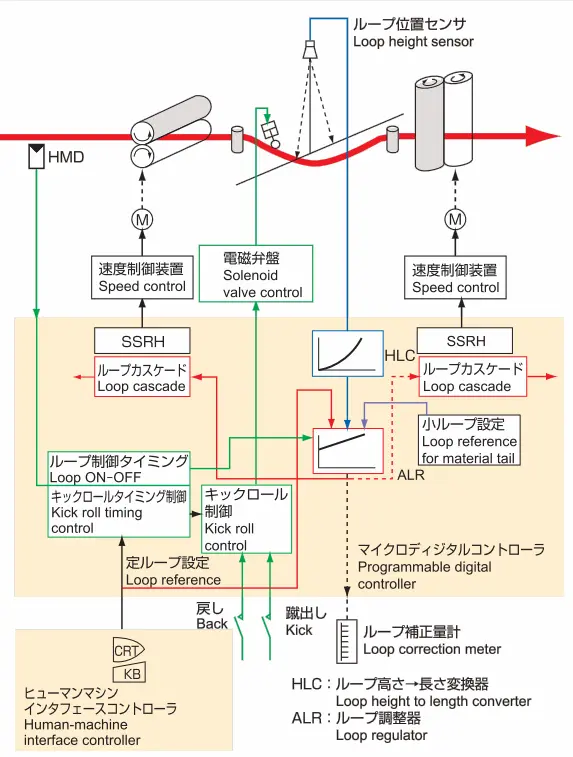
この機能は比較的圧延材断面の小さい、下流の各圧延スタンド間において圧延材にたるみ(ループ)をもたせてテンションが極小になるように制御します。この制御はループ形成を誘導させるキッカ蹴出制御と、ループ高さを熱材位置検出器(HMPD:Hot Metal Position Detector)により検出し、当該ループの上流(下流)スタンドの速度を自動調整することにより実現します。これにより製品寸法精度向上および安定操業を実現します。
・小ループ制御
ループの高さが高いまま圧延材の尾端が圧延スタンドを抜けると鞭打ち現象を起こし、製品・設備および操業に悪影響を及ぼします。そこで尾端が圧延スタンドを抜ける前にループ高さを小さくすることで、圧延スタンド材抜け時の尾端鞭打ち現象を抑制します。
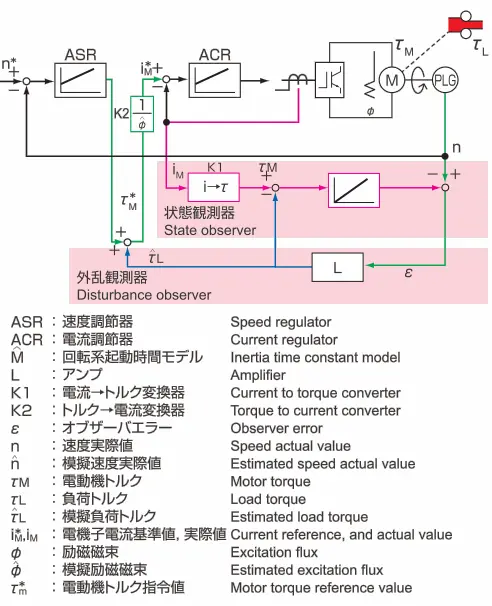
富士オブザーバ制御(オプション)
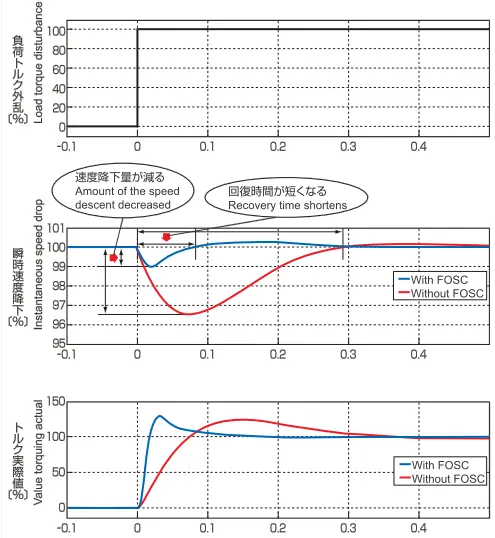
・瞬時速度降下抑制制御
中間・仕上圧延機などでは、圧延材先端が圧延ロールにかみ込んだ瞬間の負荷の急変(急増)により、速度が瞬時的に降下(インパクトドロップ)します。この降下量が大きいと圧延材に張力変動を生じ、製品の寸法精度に影響します。瞬時速度抑制用富士オブザーバ制御FOSC(Fuji Observer theory impact Speed-drop Compensation)により、圧延材の張力変動が極小になり、先端形状が改善され歩留まり向上につながります。
・トップ昇速制御
トップ昇速制御は圧延材がスタンドにかみ込んだ瞬間のインパクトドロップ分の速度を予め設定速度に対して増速させておき、かみ込んだ瞬間に増速分をキャンセルさせ設定速度で圧延する制御方式です。トップ昇速制御用FOSCでかみ込みを検出し、瞬時に増速分をキャンセルさせる(特許登録番号: 3139298)ことにより、圧延材先端形状の改善やかみ込み不良の防止につながります。
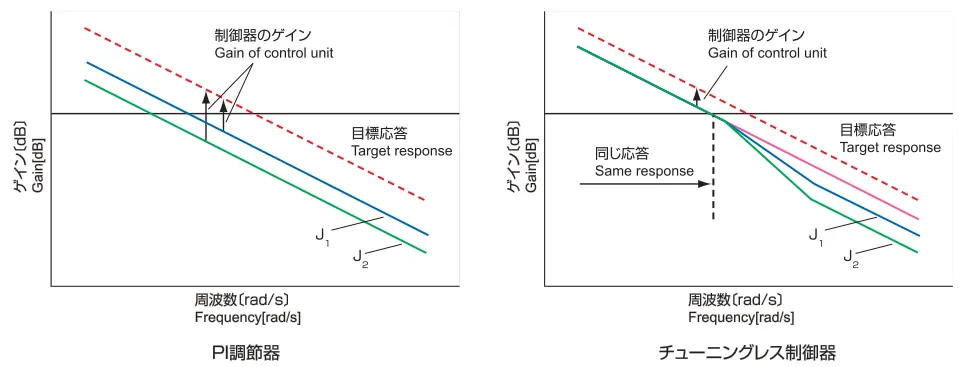
・チューニングレス制御
FOSCを応用した制御で、慣性モーメントなど制御対象のパラメータが異なっても速度調節器を調整(チューニング)することなく一定の速度制御応答を維持できます。これにより機械更新・経年変化などにともなう速度調節器の再調整が不要となります(特許登録番号: 3570469)。
・軸ねじり振動抑制制御
機械系によっては軸ねじり振動が発生することがあり、従来は制御応答を下げて対応していました。圧延スタンドに対して振動抑制用オブザーバを採用すれば、ねじり振動が抑制され制御応答が改善できます。これにより製品寸法精度の向上につながります。
フライングシャ制御
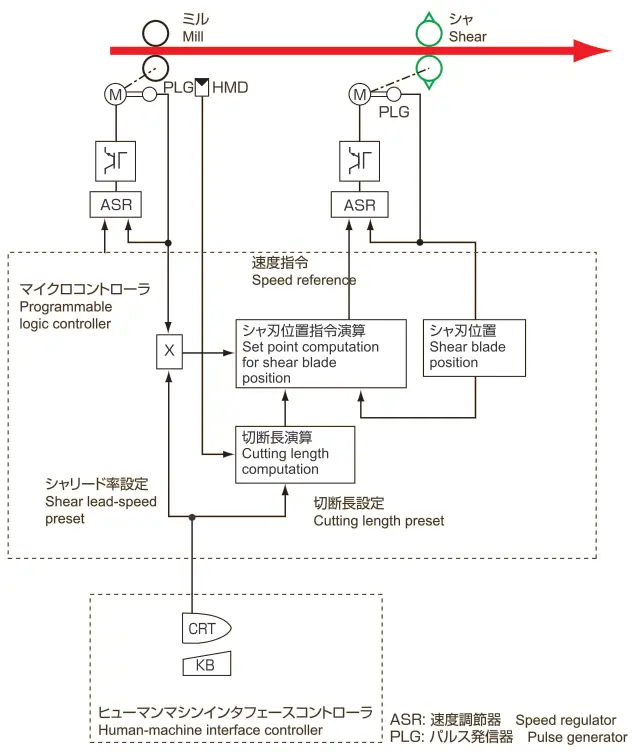
・切断精度の向上
圧延材検知後のシャ起動・切断・シャ刃定点停止に至る一連の切断サイクルを高速なPLCで制御し、動作ばらつきを極小にすることで、高い切断精度を実現します。
・慣性モーメントの大きな機械の制御安定性の向上
慣性モーメントの大きな機械を加減速させる場合、速度調節器のゲインを大きくすることが必要ですが、ゲインを大きくしすぎると機械の停止時に振動が発生する場合があります。加減速フォーシング制御を使用することで、加減速トルクを確保しながら停止時の振動を抑制できます。
・マーカレスPLGの適用によるメンテナンス性の向上
従来のシャ切断用PLGおよび刃位置検出PLGにはマーカ付きPLGを多く採用してきましたが、PLG交換時の位置合せを含めてメンテナンス性が良くありませんでした。当社はメンテナンス性向上のためにマーカなしPLGを用いても、従来の制御機能や性能を損なわずに対応できるようにしました(特許登録番号:3228050)。この機能を採用することで、PLG交換時にマーカ位置を機械的に合せる作業が不要になり、飛躍的にメンテナンス性を向上させることができます。またPLGの取付け部と制 御対象機器の間に減速機が存在する場合であっても機能を満足させることができるため、電動機制御用PLGを兼用でき、部品点数を少なくすることができます。
圧延用可変速制御装置
かご形誘導電動機

圧延用電動機として、かご形誘導電動機を採用しています。
・製品寸法精度向上を実現
速い速度応答によりインパクトドロップ量を小さくでき、また高速応答ループ圧延・テンション圧延などにより、製品寸法精度の向上が期待できます。
・苛酷な操業に耐える
構造が簡素なため堅牢です。また金属圧延用にふさわしい大きな過負荷耐量を採用しています。電動機温度をF種絶縁の許容値より低く抑えて熱的余裕をもたせることもできます。
・省保守
直流電動機のブラシおよび整流子メンテナンスがなくなります。
・真空含浸絶縁により寿命と信頼性が向上
コイルは鉄心ごとエポキシ樹脂を真空含浸処理しますので、熱伝導特性・寿命および信頼性が向上しています。
・据付け至便・耐環境性が向上
空冷熱交換器形を使用すると、冷却空気が電動機内部を循環しますので、電動機への冷却水・給気管工事を省略できます。
交流可変速駆動装置



圧延主機・補機用かご形誘導電動機駆動用として以下のIGBTインバータを揃えています。
・FRENIC4800VM5(AC3kV3レベルIGBTインバータ)
・FRENIC4400VM5(AC800V3レベルIGBTインバータ)
・FRENIC4000VM5(AC400VIGBTインバータ)
・設備の高効率運転
各インバータへの供給電源として共通の変換装置を設けた直流配電方式とすることにより、力行エネルギーと回生エネルギーを、直流共通母線を介して授受可能です。このため設備の効率が向上します。
・電源力率≒1
ダイオードコモンコンバータ、あるいはPWMコンバータにより電源力率≒1を実現します。
・高調波ゼロ
PWMコンバータとした場合、高調波≒0を実現します。
・優れた制御応答
慣性能率の小さいかご形誘導電動機の使用と相まって、当社独自のトランスベクトル制御方式で駆動しますので、高速応答が得られます。
・高精度な運転
全ディジタル制御のため温度ドリフト・経年変化の影響なく高精度制御ができます。速度制御精度:±0.01%
・広い速度制御範囲
全ディジタル制御のため1:1000の速度範囲が得られます。
・弱め磁束制御も可能
磁束を常時監視する制御を採用していますので、弱め磁束制御による高速運転も直流電動機と同様にできます。
・富士オブザーバ制御(FOSC)
材抜け時の速度はね上がりを抑制し、
回復時間を短縮することにより、間ピッチを短縮できます。
・保守・点検が容易
・高速トレースバック機能をもっているため、異常発生時の原因究明に威力を発揮します。
・内部データのアナログ出力が可能であり、保守・点検に役立ちます。
・plusFSITEを使ったWebベースのリモート監視に対応しています。これにより一括で制御装置の状態を監視できます。またトレースバックデータを遠隔で取り出せます。
サイリスタレオナード装置


直流電動機を駆動するサイリスタレオナード装置は今でも数多く使われています。既設の直流電動機を流用し、サイリスタレオナード装置を更新するために以下の装置を揃えています。
・LEONIC-M700(DC440V/750V、~2200A)
※これ以上も製作可能
・LEONIC-MCompact(DC220V/440V、~400A)
・保守性が大幅に向上
パソコンローダシステムを使ったメンテナンスやplusFSITEを使ったWebベースのリモート監視に対応しています。
・現状のアナログインタフェースが流用可能
現状のアナログ速度設定やタコジェネレータによる速度検出がそのまま利用できます。
・制御精度が向上
ディジタル制御のため、制御は温度変化や経年変化の影響を受けません。タコジェネレータを使うこともできますが、パルスジェネレータを速度検出に使えばさらに速度制御精度も向上できます。
・装置がコンパクト(LEONIC-MCompact)
LEONIC-MCompactはユニットタイプとなっています。汎用インバータFRENIC5000シリーズと外観を合せています。
・伝送接続
PLCとはTリンク、DラインおよびSXバスの各伝送ユニットを使って省配線かつ高速に接続できます。
資料ダウンロード
質問1:過去に富士電機のWebサイトへ訪問したことはありますか。
質問2:Webサイトの訪問目的についてお知らせください。
質問3:お勤め先の業種についてお知らせください。(もっとも近いものを1つ選択)
条鋼圧延機用電気設備のご提案
富士電機では製造活動を支える電源設備・設備機器、IoTシステムや制御システムを数多く提供、これら実績をベースに電炉製造業向けに電源設備の最適化やIoT活用・スマート工場化を支援するためのシステム&ソリューションを提供しています。
製品・サービスに関するお問い合わせ. 導入関するご相談等がございましたら、 お気軽にお問い合わせください。
製品・サービス一覧
業種別ソリューション