鋳造工場の基礎知識
誘導加熱の原理
- 鋳造工場サイトトップ
- お問い合わせ
-
関連情報
-
業種別ソリューション
誘導加熱の原理
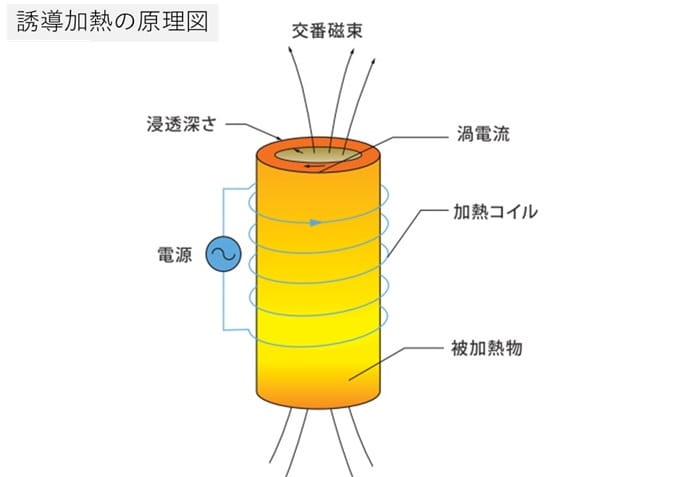
コイル状の導体の中で棒磁石を出し入れすると、磁界が変化し、導体に電流が流れます。これを電磁誘導作用といいます。
この電磁誘導作用を利用し、磁石の代わりにコイルに交流電流を流し、交番磁束を印加することによって被加熱物体中に渦電流が発生します。この渦電流損によるジュール熱で加熱するのが誘導加熱です。
この場合渦電流は物体のコイルに近接している部分に誘導され、また電流は物体の表面に近いほど強く、内部に行くにつれ弱くなる特長があります。
イベント情報 2024年1月31日(水)~2月2日(金)
[展示会終了]東京ビッグサイトで開催される「IIFES 2024」富士電機ブースに高周波誘導炉、現場型診断装置、回転機振動診断装置が出展されます。
溶解炉と誘導炉
被加熱物の必要な部分にエネルギーを集中させ、効率的に急速に加熱できますから生産性・作業性が向上します。誘導加熱には金属を溶解するための溶解炉と、温度制御をしながら求める温度まで加熱する誘導加熱装置があります。
低周波炉と高周波炉
使用する周波数により、低周波炉(商用周波数:50/60Hz)とそれ以上の高周波炉があり、用途によって選択します。また周波数とは別に磁界の強さを加減することによって投入されるエネルギーの量が変わり、加熱速度を自由に調整することができます。このように誘導加熱では加熱条件をニーズに応じ、自由に選択できることが大きな特長です。
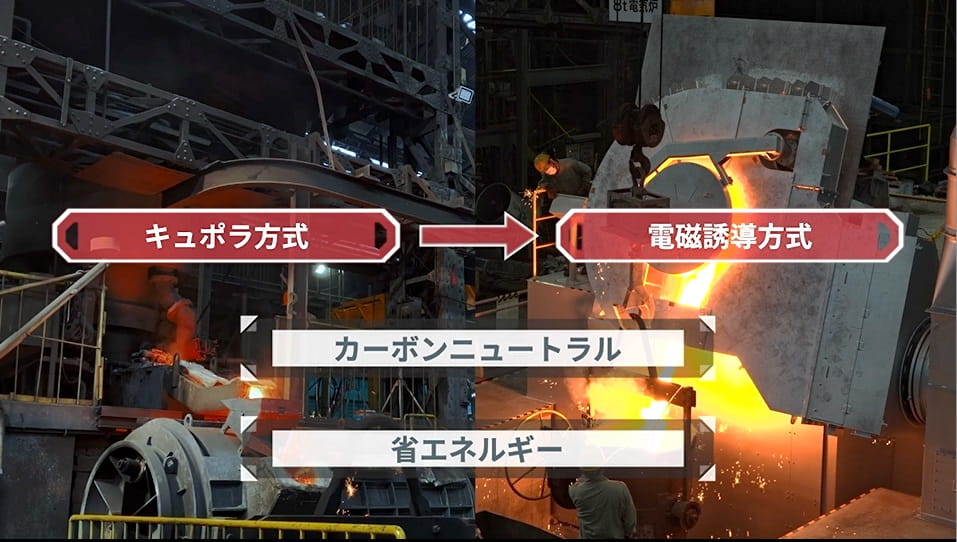
キュポラから電気炉/高周波誘導炉への移行による省エネルギー・CO2削減を実現した事例の紹介。導入前の課題は脱炭素化・省エネルギー・CO2削減。 導入メリットは環境負荷低減・品質・安全性の向上・保守部品供給の安定化。
誘導加熱の用途
溶解鍛造
-
溶解 ・保温
加熱鍛造
-
鍛造 ・圧延成形 ・押出し/引伸ばし ・乾燥
熱処理
-
焼入れ ・焼戻し ・焼なまし
接合
-
溶接 ・ろう付け ・はんだ付け
加熱一般
-
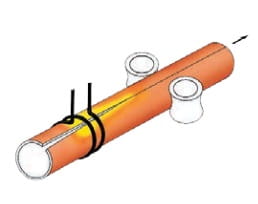
乾燥 ・流体加熱 ・焼きばめ ・焼きばめ
-
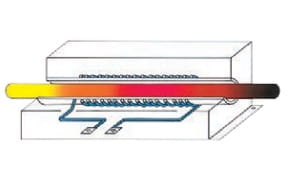
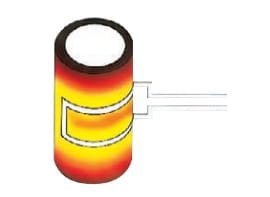
内面加熱(ボアヒータ、ジャケットヒータ、高周波焼入れ)
-
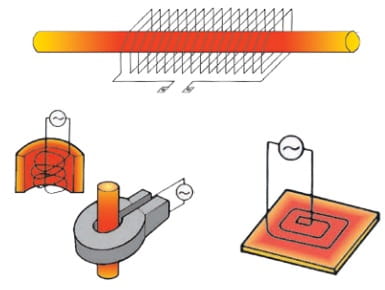
平面加熱(加熱釜、ジャケットプレートヒータ、電磁調理器)
電流浸透深さ
渦電流は被加熱物の表面に近いほど大きく、内部に行くにつれ指数関数的に小さくなります。これを表皮効果といいます。
渦電流が表面における電流密度の0.368倍に減少した点までの表面からの深さを電流の浸透深さδと呼び、誘導加熱を利用する上で非常に重要な数値です。
電流浸透深さは次式で表されます。
-
ρ:金属の固有抵抗(μΩーcm)。鋼は常温で20、1,000℃で128、銅は常温で3、450℃で8です。
-
μ:比透磁率、非磁性材の場合は1、磁性材の場合は磁界の強さで変化し、鋼材の加熱では20~1000の間です。
-
f: 周波数(Hz)
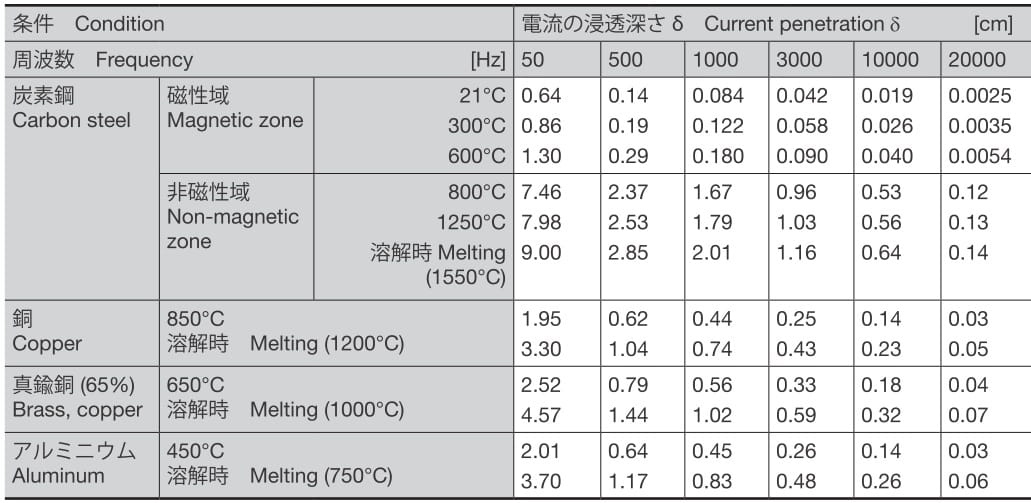
同式を用いて算出した各種材質の浸透深さδの例を下表に示します。
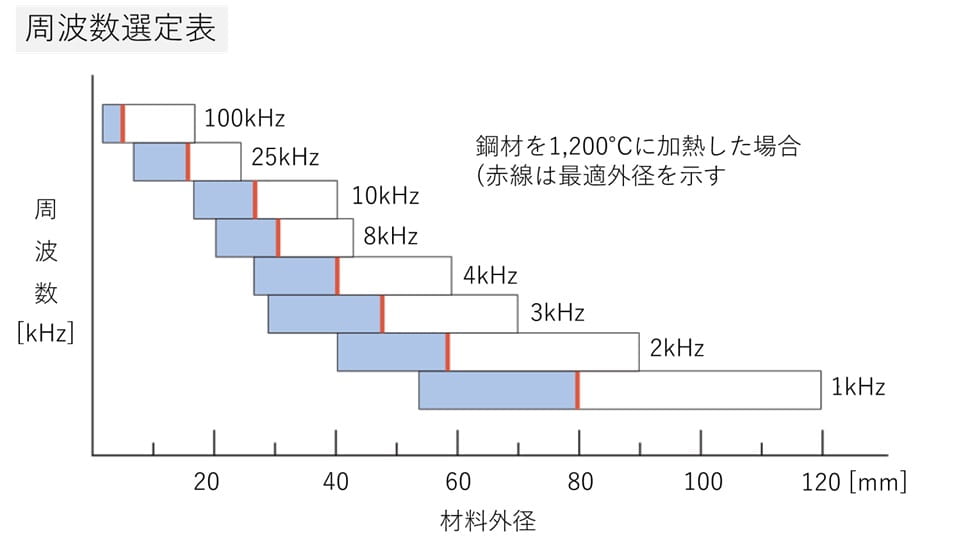
周波数の選定
誘導加熱では周波数の選定は極めて大切であり、加熱効率ひいてはその経済性に大きな影響を与えます。
エネルギーを効率良く物体に吸収させるためには、被加熱物が小さいほど高い周波数が、また被加熱物が大きい場合には比較的低い周波数が必要となります。
表面焼き入れの場合は、周波数を高くして電流浸透深さδを浅くして、さらに加熱時間を短くすることによって表面に発熱部を集中させてからすぐに冷却する必要があります。
一般的に表面の電力密度は1~5kW/cm2とします。これに対して全体の均熱加熱の場合は周波数を低くして、δを被加熱物の直径の1/3~1/7程度とし、加熱時間も比較的長くとります。電力密度は、0.01~1kW/cm 2 程度がよく使用されます。
金属棒の全体加熱を行う場合は、電流の浸透深さδ(cm)と金属棒の半径a(cm)との関係を通常a/δ>2.25となるように周波数を選定することが望ましいです。
この周波数を最低許容周波数fcといい、次の式で表されます。
下図はビレットヒータで鋼材加熱時の周波数設定の例を示しています。