導入事例
高周波誘導炉更新による生産停止リスクの解消・生産性の向上
既設誘導炉の更新で部品廃型による生産停止リスクの解消と顧客価値向上を実現。溶解時間を劇的に短縮し、生産性も最大3倍に向上。
生産性向上 BCP 設備老朽化対策
高周波誘導炉の導入事例。某鋳造工場(鉄鋼・金属製品)では既存高周波誘導炉が老朽化し、部品の廃型により生産停止リスクが高まっていました。
そこで高周波誘導炉更新、部品廃型による 生産停止リスクを回避し、溶解時間が劇的に速くなったことによる溶解量増、素材生産効率を改善による生産性向上を実現。作業環境の改善・安全性の向上もあわせて実現しました。
BCPと設備老朽化対策

鋳造工場のBCP(事業継続計画)では、地震や停電と いった外部要因に加え「設備老朽化による突発停止」も 主要リスクとなります。
特に溶解炉や電源装置などの基 幹設備は、部品廃型や熟練技術者不足が重なると復旧が 長期化しやすく、納期遅延・操業停止へ直結します。 このためBCPの施策として設備老朽化対策(点検・計画 保全・設備更新)を計画的に進める必要があります。
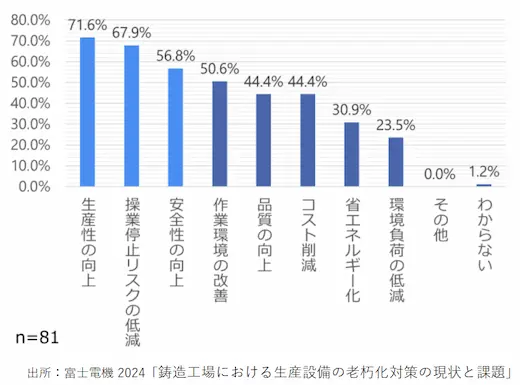
設備老朽化対策に取り組む理由は「生産性の向上」と「操業停止リスクの低減」
富士電機が実施した鋳造工場における生産設備の設備老朽化対策の現状と課題(2024年)によ ると、生産設備の老朽化対策に取り組む理 由についてもっとも回答が多かったのは 「生産性の向上」で71.6%、次いで「操業停 止リスクの低減」で67.9%、「安全性の向 上」で56.8%の順に続く結果となりました。
具体的な対策に関する設問では「定期的な 設備点検の徹底」「計画的な部品交換・ オーバーホール」「設備更新(新規設備へ の入れ替え)」が回答の上位となりました。
老朽化設備を更新するメリットとデメリット
老朽化設備の更新は、メーカーのサポート終了や保全部品の廃型などにより、故障時の復 旧が困難となるリスクに対し有効な選択肢です。更新により、部品供給リスクの低減だけで はなく生産性・品質・安全性の向上やDX推進等の効果が期待できます。一方で、初期投資、 一時的な生産調整、立上げ時の負荷といったデメリットも伴います。許容停止時間を踏まえ、 ライフサイクルコストと比較しつつ、段階的な移行計画を検討することが重要です。
導入事例:高周波誘導炉更新による生産停止リスクの解消・生産性の向上

[導入事例概要]
・業種:鋳造工場(鉄鋼・金属製品)
・導入製品:高周波誘導炉(F-MELT100G)
[お客様の声]
部品廃型による生産停止リスクが解消されたことで、安心して操業できるようになりました。また、 溶解時間が劇的に速くなったことで溶 解量が増え、素材生産効率が改善した結果、お 客様の価値向上に繋がっています。設備更新にあたっては、製造革新グループと製 造部とが一体となって下記のよう な対策にも 注力しました。
[導入以前の課題]
・既存高周波誘導炉は老朽化しており、部品の廃型により生産停止リスクがあった。
・既存炉は2炉1電源(切換式)であり、溶解と保温・昇温を同時に行えず溶解時間や 電力原単位のロスが多かった。
[導入効果]
部品廃型による生産停止リスクを回避。更には切換式から同時通電式(MELT PLUS)としたことで、生産性は2~3倍向上。
・集塵フードの設置により作業環境を改善
・作業場をフラット化し安全性を向上。
・冷却水設備に非常用電源を追加し、停電時における設備保護を強化。
・耐火物解体の作業性を向上(手作業から自動化へ。
関連製品:高周波誘導炉 F-MELT100G
富士電機の「パワエレ技術」、「高圧絶縁技術」、「解析技術」を結集した高周波誘導炉。溶解原単位を向上させた高効率炉体と高電圧IGBTスタックを搭載。高周波誘導炉の実績は2500台以上、実績をもとに、鋳造工場のカーボンニュートラル化の推進や生産性・安定性向上を実現します。
鋳造工場の生産性向上・エネルギーの効率利用に課題はありませんか
富士電機では製造業向けに製造活動を支える設備機器、IoTシステムや制御システムを数多く提供、その実績をベースとし鋳造工場様向けにIoT活用・ 生産性向上・スマート工場化を支援するためのシステム&ソリューションを提供しています。 製品・サービスに関するお問い合わせ. 導入関するご相談等がございましたら、 お気軽にお問い合わせください。
資料ダウンロード
Webサイトのサービス向上のため、簡単なワンクリックアンケートへのご協力をお願いいたします。下記アンケートにご回答後、ボタンをクリックすると、新しいウィンドウでダウンロードページが開きます。
質問1:過去に富士電機のWebサイトへ訪問したことはありますか。
質問2:Webサイトの訪問目的についてお知らせください。
質問3:お勤め先の業種についてお知らせください。