課題から探す
工場のIoT化事例を知りたい
工場のIoT化の事例は、設備の安定稼働や現場作業の効率化、省エネルギー化などの課題解決で多く見られます。例えば、IoTやAIを活用した「スマート保安」の導入によって、特別高圧受変電設備のデータをオンラインで管理・分析できるようになり、点検周期の延長や設備稼働率の向上、業務負荷の軽減を実現した事例があります。また、回転機の故障予兆監視システムを取り入れることで、ベアリングの状態を常時監視して突発的な設備停止や過剰投資を回避し、メンテナンスコストの最適化につながったケースもあります。
こうしたIoT化の取り組みは、人手不足や熟練技術者の高齢化といった現場の課題解決や、省力化・省人化などの課題解決に役立っています。これからIoT化を検討する場合、まずは設備の状態監視や保全業務の省力化といった分かりやすい領域からIoT化を始め、その成果を全社的なDX推進につなげていくことが効果的です。

【目次】
工場のIoT活用によるメリット・導入効果
工場のIoT化に取り組む最も大きいメリットは、従来人が行っていた作業をIoTセンサーや仕組み化で自動化できることです。これによりリアルタイムなデータ収取やビッグデータの蓄積が可能になります。これによってさまざまな業務の効率化や省人化が期待でき、結果として製造現場に大きなメリットがもたらされます。例として、設備稼働率や生産性の向上、人手作業や業務負荷の軽減、省エネ・コスト削減、品質改善や異常検知など、多岐にわたる効果が期待できます。
・設備稼働率や生産性の向上
事後保全・予防保全から予知保全へ移行することが出来るようになります。故障予防や点検周期の最適化により生産ラインの停止リスクを低減できるようになり、設備稼働率や生産性の向上が期待できます。
・人手作業や業務負荷の軽減
業務の自動化・標準化が可能になり、属人化リスクを低減する効果が期待できます。例えば、出荷業務や帳票管理の自動化、保全業務の省人化などにより、従来よりも業務負荷を軽減することができるようになります。
・省エネ・コスト削減
センシング技術を活用することでデータを活用したエネルギー消費や熱ロス、設備保全のメンテコストを最適化することが可能になります。
・品質改善や異常検知
人力では気づけないような異常や改善ポイントをAIやデータ分析により可能にします。これにより不良品によるトラブルを回避や、リードタイムの短縮などの効果が期待できます。
工場のIoT化に関する事例一覧
スマート保安による保全業務の省力化
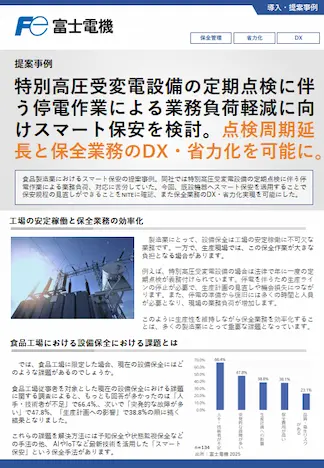
現場では人手不足や突発的な故障、停電点検に伴う生産停止といった課題となっていました。IoTやAIを活用した「スマート保安」の導入により、特別高圧受変電設備の健全性をオンラインでデータ管理・分析し、点検周期を可能な限り延長することが可能になりました。これによって設備の稼働率向上と業務負荷軽減、省力化が実現でき、生産性の向上も期待されています。
関連製品:まるごとスマート保安サービス
設備監視システムによるデータの可視化・業務の省力化
製油業の某社では帳票処理や出荷指図書、タンク在高、トラックスケールの情報をオンライン化し、データ可視化によって出荷関連業務の効率化と人的ミスの削減を実現しています。従来は人手作業が多く、労働力不足と生産体制維持に課題がありましたが、設備監視システムの導入でリアルタイム共有や業務自動化が可能となり、生産性向上へと貢献しています。

ベアリングのグリス状態の見える化による焼き付き防止
IoTを活用した保全管理は、工場の省力化とコスト最適化に直結します。某食品プラントに導入された回転機故障予兆監視システムでは、ベアリングの状態を常時監視し、最適なメンテナンスの時期を判断。これにより、突発的な設備停止や余剰在庫、メンテナンス費用の過剰投資を回避できるようになりました。
関連製品:回転機故障予兆監視システム Wiserot

エネルギーマネジメントシステムによる省エネ対策
食品製造業A社ではエネルギーマネジメントシステム(EMS)を導入し、生産設備ごとのエネルギー消費量や状態をリアルタイムで可視化、管理・分析できる基盤を整備しました。これにより、省エネ活動の着手点の明確化と、工場全体で約40%の省エネ効果を達成しています。
関連製品:EMSソリューション(エネルギーマネジメントシステム)

生産情報の統合管理と製造指図・実績情報のデータベース化
従来は個別管理されていた生産設備データが統合され、流量・濃度などの重要データも自動で管理できる環境を構築した事例です。IoTによるデータ収集の効率化や帳票作成の自動化で、現場作業の負担軽減や分析の精度向上を実現し、現場から管理者まで各階層で生産情報の「見える化」が可能になりました。
関連製品:エネルギー管理・分析ツール MainGATE/PPA for EMS

生産工程で排出される温水を活用したCO2排出量の削減
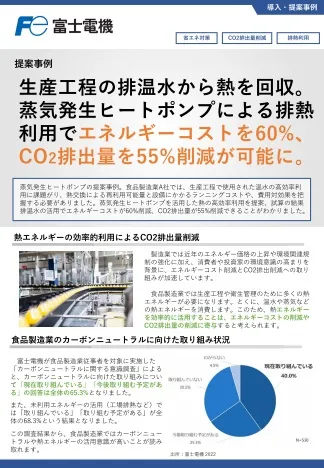
工場のIoT化は、省エネルギーと環境負荷低減を両立させるソリューションとして注目されています。食品製造業A社では、生産工程で排出される温水の熱を効率的に回収し、蒸気発生ヒートポンプにより再利用することで、エネルギーコストを60%削減、CO2排出量を55%削減することができました。IoTで管理・分析することで、継続的なカーボンニュートラルへの取り組みや製造現場の省エネ活動が可能となっています。
関連製品:蒸気発生ヒートポンプ
熱のエネルギー管理システムによる蒸気利用設備の効率化
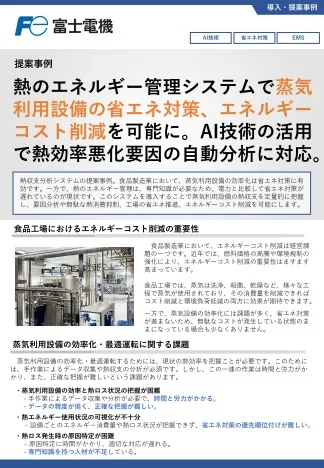
食品製造現場で蒸気設備の効率化が課題となっていました。熱のエネルギー管理システム導入により、蒸気設備の熱収支状況をリアルタイムで可視化できるようになりました。これにより熱ロス箇所の特定や異常兆候の素早い検知、無駄な熱消費の抑制が可能となり、工場全体の省エネ推進とエネルギーコスト削減が期待されています。
関連製品:熱EMS/熱収支分析システム
工場におけるIoT化とは
製造業ではIoTの導入が進んでおり、工場や生産現場のさまざまな課題解決に有効な手段として注目されています。IoTを導入することで、設備の状態監視や省力化、エネルギーの見える化など幅広い効果が期待できます。これにより人手不足の解消やコスト削減、品質向上への取り組みが進み、生産性や競争力を向上させることが期待できます。
工場のIoT化が必要となる背景と課題
工場は多くの工場や現場で作業の省力化、業務の効率化、コスト削減、品質向上など幅広い目的で検討されています。この背景には人手不足や技術者の高齢化、設備の突発故障・安定稼働の難しさ、生産性・省エネの最適化の必要性、データの分散管理や活用不足など、さまざまな課題や問題があるためです。
・人手不足や熟練技術者の高齢化
熟練技術者の高齢や、技術継承の難しさや、現場作業の人手不足は生産体制維持の大きな課題です。IoT化は作業の自動化やリモート化、情報の共有を通じて労働力不足への対応、省力化に寄与します。
・設備の突発故障・安定稼働の難しさ
設備の突発的な故障や生産停止リスクは、利益や納期遅延の原因になります。IoTによるリアルタイム監視や異常検知は、こうしたリスクの低減する効果が期待されています。
・生産性・省エネの最適化
人力によるエネルギー消費や稼働効率の把握が難しいという課題もあります。IoTを活用した見える化やエネルギーマネジメントは、無駄なコストを削減し持続的な省エネを可能にします。
・データの分散管理や活用不足
設備稼働データが統一されておらず、管理方法などが情報管理面で統制が取れていない場合、全体最適や迅速な意思決定が難しくなります。IoTは統合管理や自動化によりデータ活用を促進します。
工場のIoT化を進めるための技術・方法
具体的なIoT化推進には、現場データの標準化・自動化、分析ツールやEMSの導入、状態監視システムの活用が効果的です。一度に大きな設備導入をするよりもPoC(技術実証)や段階的な展開を行うのが一般的です。また、同業他社や事業内容が近い企業、類似設備への導入実績や導入効果の事例を参考にすることで、失敗リスクも抑えることができます。
・設備データのオンライン化・一元管理
センサ技術やクラウドシステムなどを活用し設備情報を集約、リアルタイムで監視・分析できる仕組みを構築します。IoT化の一歩としてデータ活用基盤やデータの可視化の仕組みを構築することで、その後の展開がスムーズになります。
・AI・データ解析の導入
収集したデータの解析や活用をAIや機械学習に利用することで、設備の異常検知や最適制御の自動化・省力化を可能にします。
・エネルギーマネジメントシステム(EMS)の活用
工場全体のエネルギー消費を可視化・制御できるEMSを導入することで、省エネとコスト削減を両立できます。また、設備のエネルギー消費などを監視することで設備の安定稼働にも役に立ちます。
・遠隔作業支援ツールの活用
スマートグラスなどの機器を活用し遠隔作業支援環境を整備することで、本部と現場の連携や、遠隔地からの人材教育、突発的なトラブルの初期対応などが可能になります。
食品工場におけるIoT化の導入目的と活用状況
食品工場におけるIoT化は、現場の効率化・品質向上を実現する重要な取り組みとして注目されています。富士電機が2023年に実施した 食品工場におけるIoTとデータ活用に関する意識調査(2023年調査)では、IoT/AIの活用状況について17.2%が「現在取り組んでいる」、13.4%が「今後取り組む予定」と回答しており、徐々に導入が進んでいることが明らかになりました。従業員規模が大きい企業ほどIoT化の進展が見られる傾向です。
IoT導入の目的としては、多くの現場が「生産性の向上(自動化・機械化の推進)」を重視しており、次に「コスト削減」「品質管理・品質改善」が並びます。製造工程の自動化と省力化、品質の安定化、経費削減がIoT導入の主要な動機です。
具体的なIoT関連システムの利用状況を見ると、「可視化・見える化システム」55.6%、「品質管理・改善システム」51.1%、「異常検知システム」48.9%が高い利用率を示しています。他にも予知保全、AI画像認識、遠隔監視、デジタルツイン、IoTプラットフォーム等、多様なシステムが導入されています。
食品工場のIoT化を進める上での課題としては「人材不足」や「ノウハウの不足」「投資効果の不透明さ」が挙げられており、これら課題の解決が導入拡大の鍵となっています。IoT化は今後も食品工場の生産性向上や品質改善、競争力強化に向けて欠かせないテーマであると考えられます。
工場のIoT化に役立つ製品・サービス
まるごとスマート保安サービス
生産現場の保全業務は人手不足・熟練技術者の高齢化、データ活用不足など多くの課題を抱えています。「まるごとスマート保安サービス」は、IoTやAIを駆使した設備データの一元管理/自動診断で、省人化・リモート化と効率化を推進。強固なセキュリティ環境のもと、異常予兆検知や遠隔作業支援、データ活用による業務改善を実現し、作業工数や設備停止リスクも大幅に低減します。
まるごとスマート保安サービス
回転機故障予兆監視システム Wiserot
回転機故障予兆監視システム「Wiserot」は、無線式・LAN式振動センサで多様な設置環境に対応。設備データを自動監視・傾向分析することで、メンテナンスを状態基準保全にシフトし、保守費削減・作業工数削減を実現します。実際の工場事例では、ベアリング異常・グリス劣化・アンバランス等を早期検知し、最大数千万円規模の損失抑制・寿命延伸につなげています。
回転機故障予兆監視システム Wiserot
蒸気用超音波流量計/EMSソリューション
配管外からセンサを取付けるだけのクランプオン式で、従来工事や設備停止が不要な蒸気用超音波流量計。配管工事に伴うリスクやコストを抑えつつ、可動部無しや圧力損失ゼロ、メンテナンス頻度の低減で運用効率も向上します。RS-485通信、質量流量への出力、温度・圧力補正などIoTやEMSとの連携にも柔軟に対応しています。
蒸気用超音波流量計/EMSソリューション
EMSソリューション(エネルギーマネジメントシステム)
EMSソリューションは、工場内のエネルギー情報と生産管理情報を一元化し、IoTを活用した効率的なエネルギー運用を実現します。省エネ、設備監視、保全、最適制御など多面的なアプローチで、エネルギーコスト削減・運用効率向上・故障予兆検知までカバー。自社工場運用で培われたノウハウをもとに導入支援からクラウド連携まで標準パッケージ化されています。
EMSソリューション(エネルギーマネジメントシステム)
エネルギー管理・分析ツール MainGATE/PPA for EMS
IoT技術とAI診断を活用したMainGATE/PPAは、工場のエネルギー消費の「見える化」から「最適化」まで一貫して支援します。ISO50006管理フレーム準拠の設計で、データ蓄積・分析やダッシュボード表示、目的別グラフ作成など多様な機能を提供します。高度なエネルギー管理を実現したい場合に最適なツールです。
エネルギー管理・分析ツール MainGATE/PPA for EMS
熱EMS/熱収支分析システム
熱EMS/熱収支分析システムは、蒸気設備の熱収支をリアルタイムで監視し、熱ロスや異常状態をAIで自動分析を可能にします。故障予兆の検知や、省エネ施策の立案・効果分析が容易になることにより、計画的なメンテナンスや運用改善を実現できます。排熱・熱ロスの要因特定や、過去データの活用による季節変動・経年劣化の把握など、多角的・定量的な熱管理に対応可能です。
熱EMS/熱収支分析システム
多変量統計的プロセス管理(MSPC)技術
多変量統計的プロセス管理(MSPC)技術は、実績豊富なアナリティクス・AI解析により製造品質改善や設備異常予知をサポートします。既存データがある場合、最短1日で簡易診断でき、因子数や特徴抽出に制約がありません。バッチ系および連続系プロセス両方のデータ解析が可能で、未知の異常も検知。さまざまな業界で550件以上の導入実績があります。
多変量統計的プロセス管理(MSPC)技術
現場型診断装置 SignAiEdge
SignAiEdgeは現場の課題解決をサポートする診断装置です。AIによる多変量相関分析(MSPC)と振動解析(FFT)機能を活用し、射出成型機、搬送設備、ロボット等の“異常の予兆”や“現場設備の状態変化”を自動で検知します。難しい知識やインフラ構築が不要で、装置を取り付けるだけで稼働します。異常箇所とその要因も診断画面から確認でき、メンテナンスの効率化や歩留り向上を現場レベルですぐに実現。ロット・バッチ管理や解析指標(Q値・T2値)による要因分析にも対応しています。
現場型診断装置 SignAiEdge
遠隔作業支援パッケージ FWOSP-Glass
遠隔操作支援パッケージ(FWOSP-Glass)は、スマートグラスを通じて本部と現場をインターネットで接続し、作業状況をリアルタイムで本部と共有・指示できる環境を実現します。図やテキスト、映像の上から描画を表示できる高精度の作業指示機能を備え、安全性・信頼性の高いハンズフリー作業が可能。音声・動画での保守・保全業務の記録・技術継承・実績管理機能で人材不足・教育課題解決を支援します。
遠隔作業支援パッケージ FWOSP-Glass
工場のIoT化は小さな取り組みから
工場のIoT化は、現場課題の解決だけでなく、経営課題の解決、事業継続や競争力強化に関係する経営戦略の選択肢のひとつです。最初から大規模なシステムを導入するよりも、工場現場の設備監視や省エネ管理などにIoTや関連するソリューションを適用し、工場現場の課題解決をターゲットに小さな取り組みからでも始めることが可能です。まずは自社の事業や業務に類似する成功事例や期待する導入効果を参考に、現状を見直しや、IoT化の適用可能性を検討してみてはいかがでしょうか。
「工場のIoT化事例を知りたい」に関連する課題・事例を見る
プロセス産業・業種別ソリューション